











Aparat de sudat semi-automat RED TECHNIC RTMSTF0086

Brand: Red Technic
model: RTMSTF0086
alimentare: 230 V / 50 Hz
Consum de energie MIG / MAG: 6 kVA
Consum de energie LIFT-TIG: 5,8 kVA
Consumul de energie MMA: 5,8 kVA
metode de sudare: MIG-MAG FLUX / MMA / LIFT-TIG
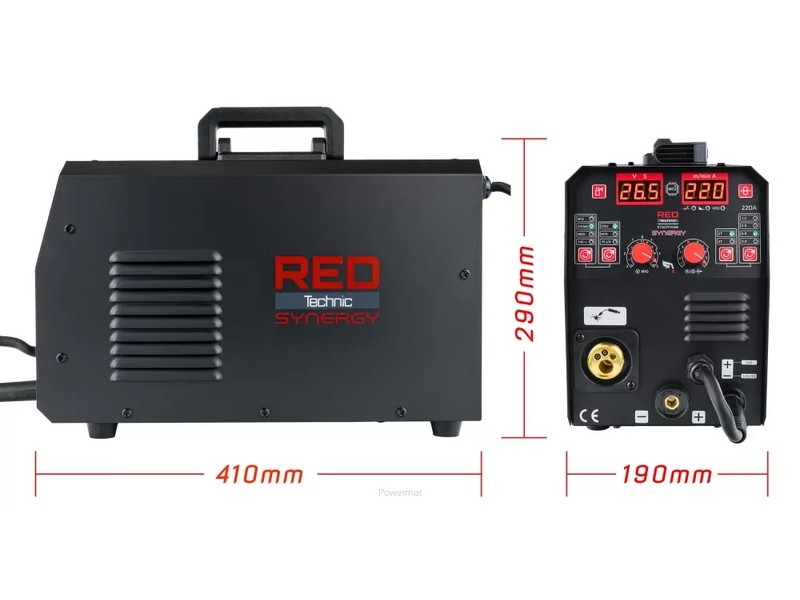
Interval de curent de sudare MIG-MAG: 30 - 220 [A] (în funcție de grosimea firului) (10V - 26.5V)
Interval de curent de sudare SYN-MIG: 30 - 220 [A] (în funcție de grosimea firului)
Interval de curent de sudare MMA: 25 - 220 [A]
Interval de curent de sudare LIFT-TIG: 15 - 220 [A]
Ciclu de lucru curent de sudare 100%: (MIG-MAG - 170A)
Ciclu de lucru curent de sudare 60%: (MIG-MAG - 220 A)
Ciclu de lucru curent de sudare 100%: (MMA - 170 A)
Ciclu de lucru curent de sudare 60%: (MMA - 220 A)
Ciclu de lucru curent de sudare 100%: (LIFT-TIG - 170 A)
Ciclu de lucru curent de sudare 60%: (LIFT-TIG - 220 A)
diametre de sârmă suportate: 0,6 / 0,8 / 0,9 / 1,0 [mm]
diametre electrod suportat: 1,6 mm - 5 mm
Tensiune de sudare MIG-MAG: 15 - 26,5 [V]
moduri de operare: manual / semiautomat / sinergic
bobine de sârmă suportate: max până la 5 kg
clasa de izolare: F
protectie retea: 25 A (MIG), 32 A (MMA), 25 A (LIFT -TIG)
grad de protectie: IP21S
dimensiuni: 41 x 19 x 29 [cm] (lungime / latime / inaltime)
greutate neta: 7,5 kg
FUNCȚII ÎNCORPORATE PENTRU A VĂ UȘURA MUNCA
HOT START (automată), cunoscută în mod obișnuit ca pornire la cald, permite creșterea temporară a curentului de sudare peste valoarea setată de sudor. HOT START funcționează atunci când arcul este aprins și are scopul de a preveni lipirea electrodului de material. Este de mare ajutor la aprinderea electrodului.
ANTI STICK (automat) întrerupe/minimizează tensiunea și curentul de sudare în cazul unui scurtcircuit între electrod și materialul sudat. ANTI STICK permite sudorului să scoată mai ușor electrodul.
ARC FORCE (0 - 10) stabilizează arcul indiferent de lungimea acestuia. Scăderea valorilor funcției are ca rezultat un arc moale și o adâncime de penetrare mai mică, în timp ce creșterea valorilor funcției are ca rezultat o penetrare mai adâncă și posibilitatea de sudare cu arc scurt. Cu cea mai mare valoare pentru funcția ARC FORCE, este posibil să presați electrodul în bazinul de metal topit și să ardeți materialul.
VRD (ON/OFF) Această funcție reduce tensiunea de ieșire la aproximativ 20V în starea descărcată la un nivel sigur, eliminând riscul de șoc electric.



